
 pl
pl  EN
EN  DE
DE  LT
LT  SV
SV  FR
FR  ES
ES  HU
HU  NO
NO  DK
DK  FI
FI  RU
RU 
Technologie CNC dla płaskich blach
Obecnie technologie CNC (z ang. Computerized Numerical Control) są jednymi z najbardziej precyzyjnych metod obróbki, a swoją dokładność zawdzięczają sterowaniu komputerowemu. W wolnym tłumaczeniu CNC oznacza zatem komputerowe sterowanie urządzeń numerycznych.
Zanim w latach 80. XX wieku rozwój maszyn CNC na świecie znacznie przyspieszył zadania sprzętu wykonywali ludzie. Jak można łatwo się domyślić ludzka praca bywa niedokładna i wymaga kilkukrotnych kontroli, natomiast w przypadku obróbki materiałów liczy się precyzja i wysoka jakość, dlatego tak chętnie korzysta się dzisiaj z technologii CNC. Klienci potrzebują coraz bardziej skomplikowanych w wykonaniu i jakościowych wyrobów, które najlepiej wygenerować przy minimalnym nakładzie czasu i pracy. Rzeczywistość sprawia, że tworzymy coraz lepsze obrabiarki, metody wytwarzania oraz optymalizujemy parametry cięcia.
Istnieje kilka metod wycinania materiałów, które zaliczamy do technik CNC, poniżej zostały przedstawione wady i zalety, takich metod jak: wykrawanie, cięcie laserem i cięcie wodą.
Pierwszym etapem procesu wytwarzania wyrobów jest odpowiednie przygotowanie materiału, czyli cięcie blachy. W branży przemysłowej jakość i precyzja są niezwykle ważne, więc należy do tego wykorzystać specjalistyczne technologie.
Wykrawanie
Technika wykrawania blachy to pewien proces technologiczny, dzięki któremu osiągniemy konkretny kształt blachy. Zazwyczaj wykonuje się go przy pomocy maszyny, która jest wyposażona w matrycę i wykrojnik (tzw. stempel). Układa się między nimi materiał, a zaprogramowane wcześniej urządzenie kroi blachę w określony sposób.
Do tego procesu nie są potrzebne żadne dodatkowe narzędzia, takie jak ręczne nożyczki, bo jest on niemal całkowicie zautomatyzowany. Specjalistyczne prasy są wyposażone w wykrojniki, które z dużą siłą nacisku wykrawają fragment blachy.
Obecnie ta technologia jest bardzo popularna ze względu na swoją wydajność.
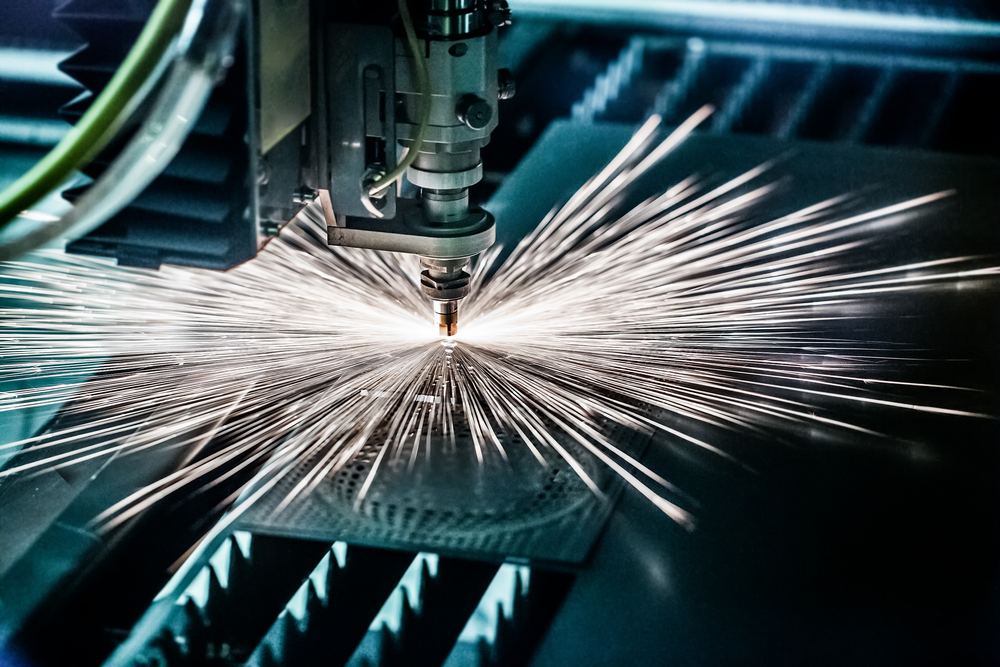
Cięcie laserem
Cięcie laserowe również jest jedną z nowoczesnych metod obróbki blachy. Co ciekawe, jej parametry wymiarowe niewiele różnią się od tych charakterystycznych dla standardowych obróbek mechanicznych.
Istotna jest jednak pewna różnica pomiędzy tymi technikami, mianowicie przy cięciu laserowym tniemy materiał przy pomocy gorącego promienia lasera. W procesie jest również obecny gaz techniczny o dużej czystości.
Istnieje kilka metod cięcia blachy laserem i ich użycie jest uzależnione od posiadanego rodzaju maszyny do cięcia, ponieważ materiał może być stapiany, spalany lub może ulec sublimacji, czyli przejść bezpośrednio ze stanu stałego do stanu gazowego.
Cięcie wodą
Ta technologia cięcia blachy CNC krótko mówiąc polega na cięciu materiału przy użyciu strumienia wody pod bardzo dużym ciśnieniem. Ta metoda może zastąpić laser lub plazmę, zapewniając przy tym najwyższy stopień precyzji. Ta technologia cięcia pozwala na poddanie obróbce o wiele grubszych materiałów niż pozostałe metody.
Cięcie strumieniem wody (tzw. waterjet) jest stosunkowo nowa, ale odpowiednie maszyny zostały błyskawicznie przeznaczone do pracy, dzięki czemu ta technika stała się bardzo popularna i wielu przedsiębiorców nie wyobraża już sobie cięcia bez niej.
Wycinanie wodą jest możliwe dzięki wykorzystaniu wysokiego ciśnienia strumienia wody, który doprowadza do drgania cząsteczki ścierniwa, po czym zostają one zassane do komory miksującej. Dalej woda dostaje się do dyszy hydrościernej, dzięki czemu maszyna przetnie nawet najtwardsze materiały.
Używana w procesie woda podczas wykonywania cięcia chłodzi materiał, co pozytywnie wpływa na jego bezpieczeństwo, gdyż nie odkształci się ani nie osiągnie zbyt wysokiej temperatury.
Cięcie wodą możemy zastosować podczas obróbki blach nierdzewnych, jak i aluminiowych.
Zatem podsumowując, wszystkie technologie CNC są w stanie zapewnić nam wysoką jakość oraz precyzję w cięciu blachy. Od wybrania odpowiedniej technologii powinno zależeć to, jakim sprzętem i jakimi maszynami dysponuje firma oraz to, jaki materiał mamy ciąć. Istotne jest również odpowiednie przygotowanie i doświadczenie pracownika, który będzie musiał zaprogramować maszynę.